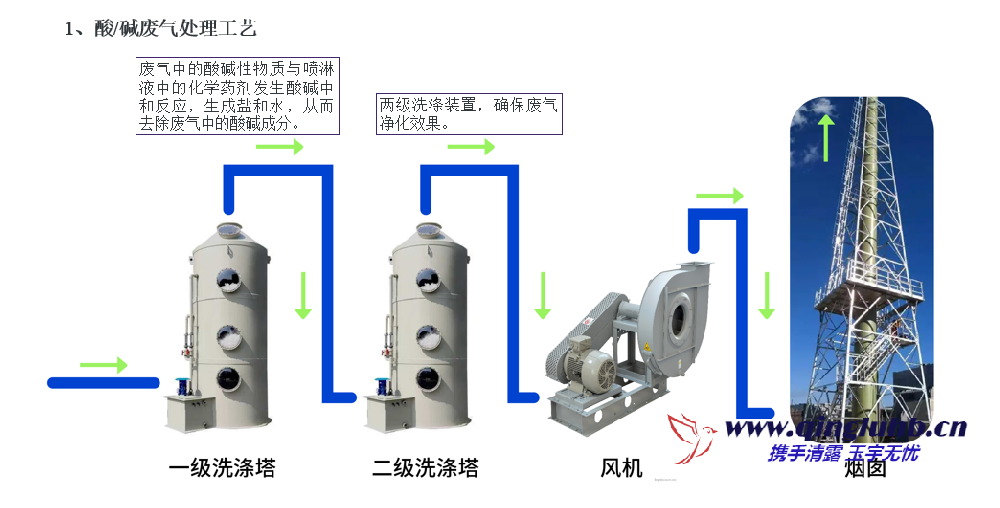
氯乙烯装置裂解炉所用 燃料为氢气和燃料气,裂解炉出口控制低于515℃, 炉膛温度在700℃以下, 燃烧器火焰中心温度估计 达到1300℃,温度较高。综上NOx生成的机理逐项 进行分析可知,VCM装置裂解炉火焰温度较高、燃 料气中含有大量氮气,产生的NOx类型三种都有涉 及,主要为热力型和燃烧型。 裂解炉燃烧器空气过剩系数按10%设计,从而 减少了空气的进入量, 以减少了烟气排烟热损失, 进而提高了炉子的效率, 同时减少了NOx的排放。 裂解炉的烟气排放满足《烧碱、聚氯乙烯工业污染物 排放标准GB15581—2016》和《石油化学工业污染 物排放标准GB31571-2015》 中对大气污染物特别 排放浓度限制的要求。 VCM 装置每台裂解炉烟囱装有1台CEMS在 线烟气分析仪, 在拱段装有氧化锆含氧分析仪。 CEMS 分析仪可以时时分析烟气中的NOx、SO2、O2 及水分等含量。天津渤化发展为环保A级企业,NOx 含量控制在80mg/m3以下。 可以根据在线数据及时 调整空气量或燃料气量,使烟气控制在合格范围内。 氯乙烯装置裂解炉NOx折算值计算公式为:
y=x1 ×21/(21-x2)/x3 (1)
式中:y—NOx折算值; x1—NOx 标干质量浓度; x2—干基氧; x3—空气过剩系数。
x1 =a×1.53/(1-c/100)(2)
x2 =b/(1-c/100)(3)
x3 =1.69
式中:a—裂解炉中烟气中NOx含量; b—裂解炉中烟气中氧气含量; c—裂解炉中烟气中水分含量。 综上氯乙烯装置裂解炉NOx计算公式可知, NOx 折算值主要与裂解炉中烟气中NOx实测含量、 氧气含量及水分含量有关,且均为正相关。 因此,在实际生产中做了如下的控制。
减少燃料气使用量 氯乙烯装置裂解炉的燃料气为纯天然气和MTO 装置副产气混合而成(1∶5),其成分见表1。 氯 乙烯装置所使用的燃料气相较于天然气, 氮气含量 较多, 依据实际生产经验,MTO装置副产气中氮气 的含量对于VCM裂解炉NOx的生成有着直接影 响, 主要原因是其中的氮气在燃烧器喷头处进行燃 烧发生化学反应,过程中产生了燃料型的NOx。过量空气系数是指实际供给燃料燃烧的空气量 与理论空气量之比。控制好过量空气系数,即控制好 炉膛内含氧量。 在裂解炉辐射段顶部及烟囱处分别 设置了一个测量含氧的在线仪表, 以便作为正常生 产时监控及操作的参考依据。 主要通过以下手段来 控制裂解炉内含氧。 (1)通过控制裂解炉负压,在满足氧气含量情况 下减少裂解炉空气进入量, 裂解炉负压通过烟囱上 的自动风门来进行调控。 裂解炉正常运行时需严格 控制裂解炉的负压,负压太大,不仅会导致进风量增 多,使得产生的NOx增加,还会带走较多热量,造成 热损失。 负压太小,会导致裂解炉燃烧效果不好,火焰外溢有烫伤,且还有可能触发系统联锁停车。根据 设计要求,裂解炉负压保持在-40~-30Pa为宜。 (2)通过调整燃烧器自身风门控制空气量。VCM 裂解炉的每一个燃烧器上都有可以调整进风量的风 门,在满足燃烧器燃烧所需要的进风量情况下,尽量 减少过剩空气量。 (3)正常生产时裂解炉上的40个视火孔都需要 关严,以此减少裂解炉进风量。 (4)每次检修时,会对所有裂解炉燃烧器及裂解 炉模块缝隙处的耐火陶瓷纤维进行认真检查及重新 整理,以提高裂解炉整体腔体的严密度,避免正常工 况下多余空气进入裂解炉。 通过以上措施来减少裂解炉炉膛氧含量,达 到减少NOx的效果。 还是以二线裂解炉A为例。 2022 年 10 月13 日, 调整前烟气中氧气含量10%, 氮氧化物实测值66mg/m3,折算值103mg/m3。 通过 内外操协同操作,调整燃烧器风门及烟道大风门,将 烟气含氧量调整至6%, 此时氮氧化物含量明显下 降因为在满负荷时燃烧器基本上是全部点燃的。 增加裂解炉烟气脱硝模块,减少烟气中NOx含 量。 裂解炉在设计时考虑国家标准及地方标准对环 保要求的逐渐提高, 对于NOx含量会进一步降低, 在对流段预留了脱硝模块。 氯乙烯装置现在完全能 够将NOx含量控制到环保A级企业所要求的小于 80 mg/m3 的硬性指标(见图1)。 后续将根据实际生产情况对是否投用脱硝模块进行调研讨论。
电话
18613356284
邮 箱:qingluyuyu@163.com
手 机:18613356284
地 址:北京市大兴区经海二路29号中航工业科技商务园1号楼2单元408室

Copyright © 2022 北京清露环保科技有限公司 All Rights Reserved. 京ICP备15064320号-3, 公安备案号11011202004633 XML地图 设计师网站